Occasionally, a job comes up that I can't divide with one of these plates. I was surprised to find I didn't have a plate for 48 teeth recently. The following procedure was used to make a new one.


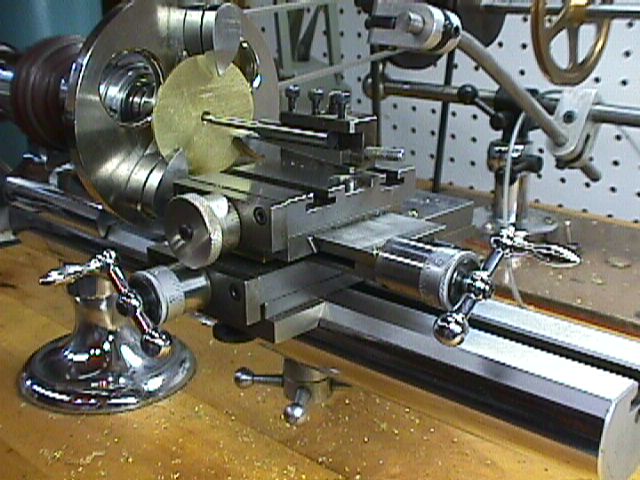
A brass disk is roughly sawed to the proper diameter and clamped to the faceplate. The center is drilled and then bored to size.

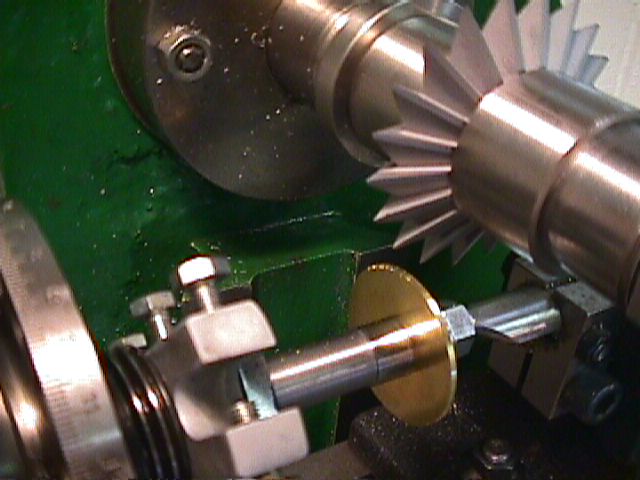
Next, the disk is placed on an arbor made to fit the center hole and mounted between centers on a larger lathe. The outside diameter is turned to size.

The arbor with the turned disk is moved to the horizontal milling machine. It is mounted between centers of the dividing head and tailstock. Using a 60 degree milling cutter, the slots are cut into the outside edge of the disk.


The finished disk and the setup on the indexing attachment. The index is latched with a spring loaded bar that has a 60 degree catch to match the slots in the plate. The lever at the bottom of the attachment operates a cam that moves the bar in and out by just enough to lock the disk in place or clear the edge so the spindle can turn. By moving the arm a minimal amount, it is easier to count the slots on the edge of the disk and align a slot before locking.